

Close Work
We’re doing an upstairs/downstairs MG TD routine just at the moment. I’m prepping an engine for assembly and Butch is fettling another car upstairs. It is a not unattractive red with red upholstery, just needing a little titivation to be a useful and reliable companion. At the back of the car is a clever owner-engineered intervention ensuring reliable fuel delivery by inserting a standpipe above the 3 inches of muck in the bottom of the gas tank, while up at the front we elected to replace the waterpump on which the bearings supporting the wobbly impellor shaft had indicated their intention to sign off soon. This is a simple job which is usually only complicated somewhat by the effects of 30 or 40 years worth of corrosion between the screws which hold the fan blades on, and the pump pulley spacer thru which they have to pass.

XPAG TD in initial paint
Butch snapped off the heads of all four screws, about what we expected, and he can be seen undercutting what’s left with the Dremel tool in order to remove the spacer and wind them out of the waterpump impellor shaft flange.
Meanwhile, downstairs I’ve been getting the TD Mk2 engine from late last fall ready for assembly, it having recently returned from the machine shop.
Bad Match
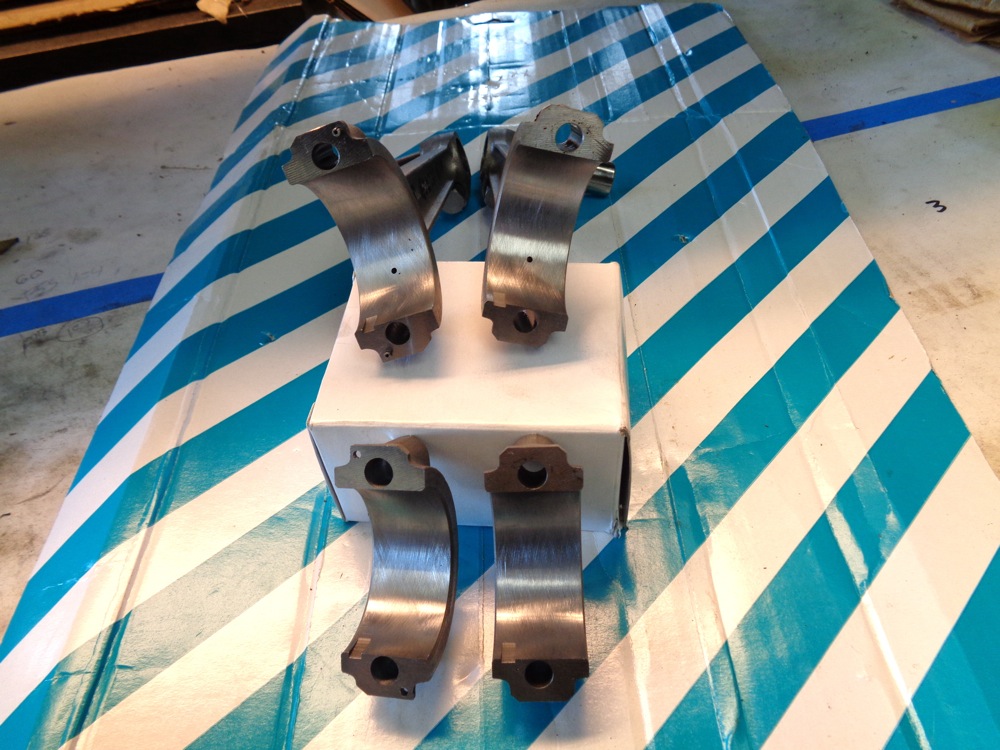
Saved by Pins
You may recall that we last reported out on this engine in November (November 14 This Week at The Shop: “The Lady was Innocent”) when at that time the owner strongly believed that his engine failure was caused by his wife running it out of oil. However the forensic evidence completely exonerated her, as the main bearing shells were unscathed but the con-rod bearings had been destroyed by the swarf from a regrind washing out of the apparently uncleaned crankshaft.
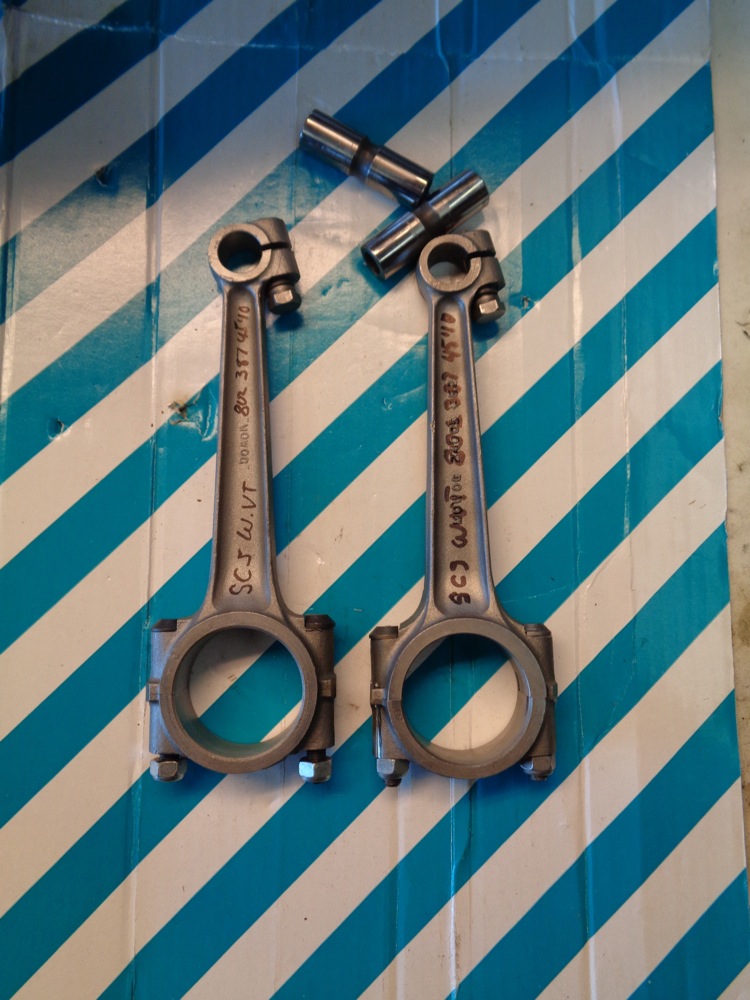
That this engine ever ran at all was miraculous, because in addition to the bearing failure, the cylinders had been rebored but never honed to finished size, thereby effectively destroying the pistons, too. But even more amazing, really, was the fact that the #3 con-rod utilized a bearing cap from a different engine and the upper & lower bearing inserts were offset on the parting line between the cap & rod.

Still Snowing Here
This amounted to a zero clearance situation where about .002″ would have been called for. Go back and click on the first thumbnail photo for closer examination of the con-rod on the left. What’s notable is the continuous machining around the parting line between the rod & the cap. Compare this to the con-rod on the right, the #3 rod. Here there is a pronounced step at the parting line and the fix, performed by the same machinist last seen here taking a heavy cut on a Laystall-manufactured Lea Francis crankshaft a couple of weeks ago, was to open out the bolt holes in the cap slightly, dowel pin the rod & cap for location, and machine it round again. A small act of genius.
Now we have something we can work with, and adding the recent benefit of balancing, this ought to be a pretty sweet running engine. We’ll find out in about six weeks when the glacier begins to recede again.


